لوله های api نوعی لوله فولادی بوده که به منظور انتقال گاز، نفت و اکثر فرآورده های نفتی مورد استفاده قرار می گیرند. این لوله ها مطابق با مشخصه های موسسه American Petroleum Institute یا به اختصار api تولید می شوند که شامل لوله های درز دار یا جوش داده شده و لوله های بدون درز یا مانیسمان می شوند.
api 5L نیز یک استاندارد مربوط به api بوده و مشخصاتی ازجمله خواص فیزیکی، خواص مکانیکی، ترکیب شیمیایی و مشخصات ابعادی این نوع لوله ها را تعیین می کند. در ادامه به منظور بررسی خواص این لوله ها و نیز عملیات حرارتی و جوشکاری آنها با ما همراه باشید.
کاربرد لوله api به همراه ویژگی ها
لوله های فولادی api به دلیل برخورداری از خواصی از جمله استحکام بالا، چقرمگی بالا، مقاومت بالا به شکست ترد، دمای انتقال شکست نرم به ترد پایین (DBTT)، قابلیت جوش پذیری مناسب و مقاومت خوب در برابر خوردگی در محیط های شور و خورنده شدید نظیر محیط های حاوی H2S، عملکرد بسیار خوبی از خود نشان داده و در کاربردهایی نظیر خطوط انتقال در صنایع نفت و گاز، حمل و نقل گاز با فشار بالا، انتقال فرآورده های نفتی، خطوط لوله دریایی و... به کار برده می شوند.
- مقاومت در برابر نیروهای کششی و ایجاد ترک ناشی از خطوط طولانی لوله
- مناسب بودن جهت کار در محیط های ترش و خورنده شدید
- نسبتا ارزان و مناسب برای کاربردهای طولانی مدت
استاندارد لوله api 5L
مشخصات لوله های api 5L مطابق با سازمان بین المللی استاندارد ISO 3183 است که سیستم های حمل و نقل خط لوله را در مواد، تجهیزات و سازه های دریایی برای صنایع نفت، پتروشیمی و گاز طبیعی استاندارد می کند. کمیته فنی تأیید کننده استانداردها تشخیص داد که دو سطح اساسی مشخصات محصول (PSL) جهت الزامات فنی وجود دارد و بنابراین PSL1 و PSL2 را توسعه داده است.
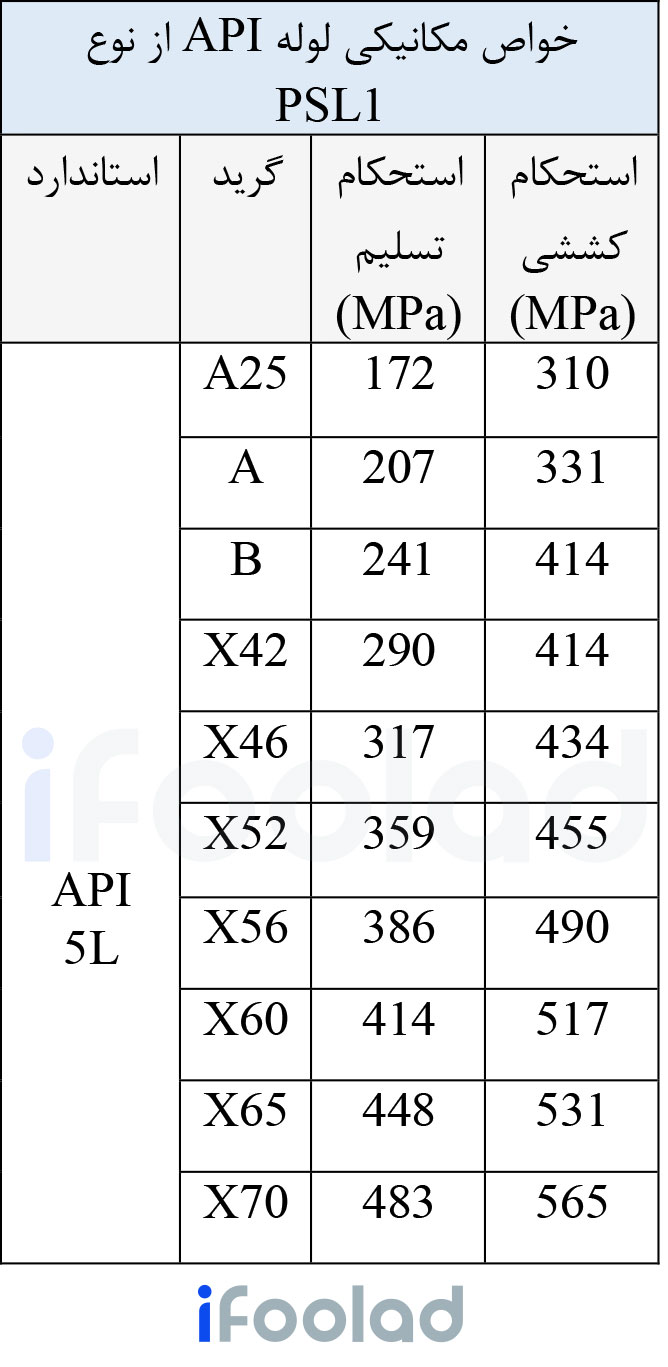
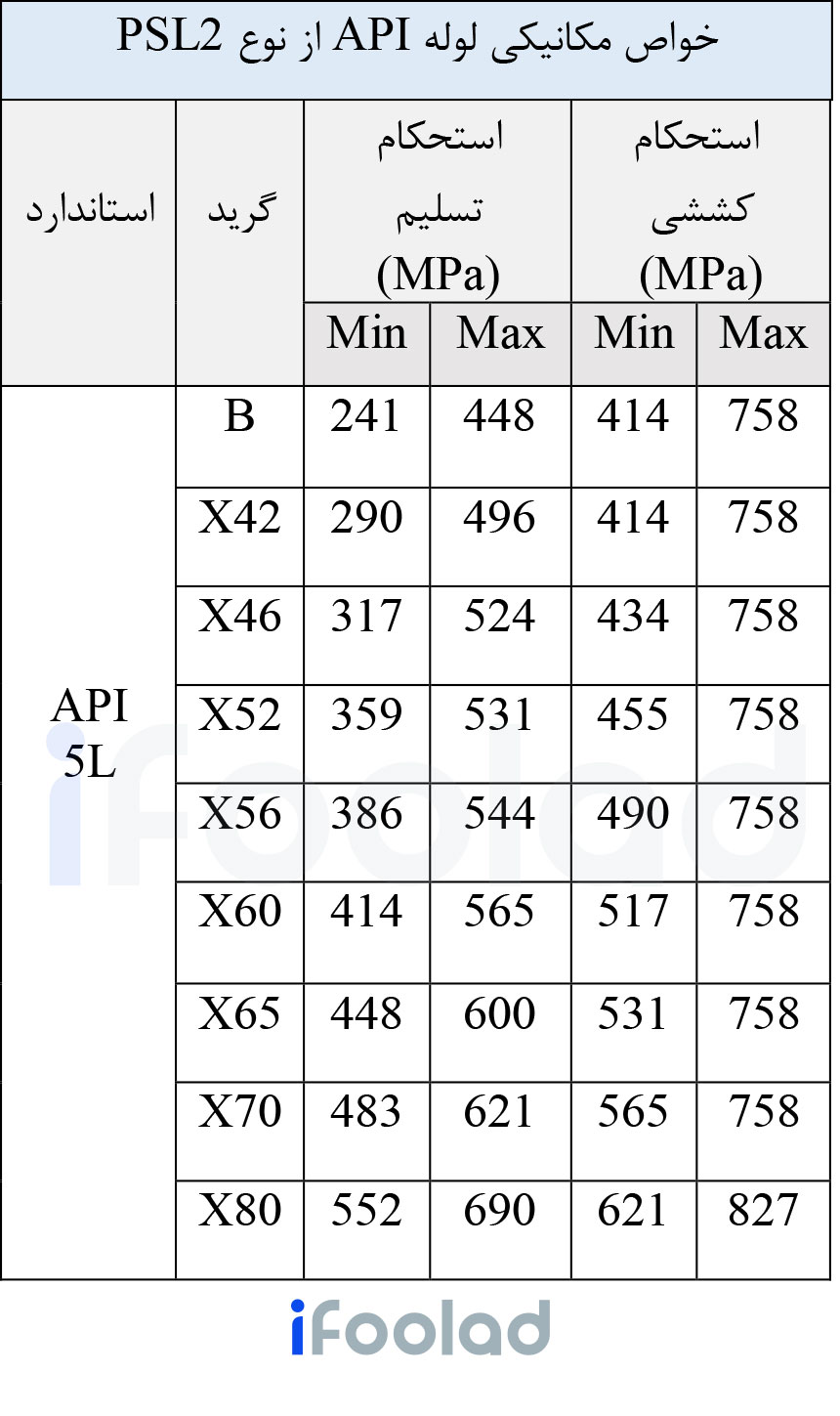
PSL1 یک کیفیت استاندارد برای تمام لوله های خطوط انتقال است و PSL2 حاوی خواص شیمیایی و مکانیکی اضافی و الزامات آزمایش می باشد. همچنین گریدهای زیرمجموعه این استاندارد عبارتند از A25 ، A ، B ، X42 ، X46 ،X52 ،X56 ،X60 ،X65 ، X70 ، X80. در این گریدها، عدد دو رقمی بعد از حرف X نشان دهنده حداقل استحکام تسلیم بر حسب psiدر این لوله ها می باشد.
طبقه بندی لوله های api 5L
از لحاظ تولید: لوله های بدون درز تا 24 اینچ و لوله های درز دار یا جوش داده شده در حالت LSAW بالای 24 اینچ و در حالت ERW تا اندازه 24 اینچ مورد استفاده قرار می گیرند.
از لحاظ سطح کیفیت: در این حالت به دو دسته PLS1 و PLS2 تقسیم می شوند.
رنگ و سطح تمام شده نهایی: مشکی، رنگ شده، روغنی و ضد زنگ، گالوانیزه و حاوی پوشش خارجی یا داخلی
نوع انتهای لوله: انتهای ساده و مورب یا پخ دار

لوله api گرید B
لوله api گرید B یکی از گریدهای متداول لوله های api بوده که جهت انتقال خطوط لوله نفت و گاز بسیار به کار برده می شود. این گرید همچنین تحت عنوان L245 مطابق با استاندارد ISO 3183 شناخته می شود که حداقل استحکام تسلیم 245 MPa را دارا می باشد. این گرید نیز مانند سایر گریدهای لوله api به دو روش درز داز و بدون درز تولید می شود.

ضخامت لوله api به همراه سایز
لوله های بدون درز دارای طول 5 تا 12 متر و سایز 5/0 تا 24 اینچ می باشند. لوله های درز دار نیز با توجه به اینکه به چه روشی جوش داده شدند، دارای طول و ضخامت متفاوتی می باشند. تفاوت لوله درزدار و بدون درز را بخوانید.
- لوله های ERW به طول 4 تا 12 متر و سایز 5/0 تا 26 اینچ.
- لوله های SSAW به طول 4 تا 28 متر و دارای سایز 8 تا 120 اینچ.
- لوله های LSAW دارای طول 4 تا 5/13 متر و سایز 12 تا 72 اینچ.
عملیات حرارتی لوله api
عملکرد مواد فولادی عمدتا به خواص مکانیکی، خواص فیزیکی و عملکرد فرآیند اشاره دارد. عملیات حرارتی ساختار متالورژی و عملکرد متفاوتی را برای لوله های فولادی به ارمغان می آورد. بنابراین می تواند در کاربردهای مختلف صنعتی یا نفت و گاز، کارایی لوله های api را بهبود بخشد. فرآیندهای عملیات حرارتی برای لوله های فولادی که لوله api هم شامل آنها می شود، شامل نرماله کردن، عملیات آنیل، عملیات تمپر، عملیات کوئنچ و سایر مراحل است.
نرماله کردن
در این فرآیند، لوله های api تا دمای بحرانی گرم شده و سپس در هوا خنک سازی می شوند. از طریق نرماله کردن، تنش های داخلی آزاد شده و به حداقل می رسند و همچنین شکل پذیری و چقرمگی نیز جهت فرآیند کارسرد بهبود داده می شوند. عملیات نرماله کردن معمولا برای لوله های کربنی و لوله های کم کربن به کار برده می شود. از طریق این عملیات، دستیابی به ریزساختارهای پرلیتی، بینیتی و مارتنزیتی ممکن می شود که درنتیجه، سختی و استحکام بیشتری را برای لوله های api به ارمغان می آورد.
عملیات آنیلینگ
در این فرآیند، لوله ها تا بالای دمای بحرانی حرارت دهی شده تا ساختار آستنیت ایجاد شود. سپس در کوره به آرامی خنک شده تا ساختار های فریت یا پرلیت به دست آیند. عملیات آنیل منجر به از بین رفتن عیوب شده و ترکیب شیمیایی و ساختار دانه های ریز را یکنواخت می کند. این عملیات معمولا بر روی لوله های کربن بالا و کم آلیاژ و یا لوله های آلیاژی اعمال می شود تا سختی و استحکام بالای آنها را کاهش دهد و جهت شکل دهی و جوش کاری مناسب شوند و به راحتی نیز ماشینکاری شوند.
عملیات کوئنچینگ
شامل حرارت دهی لوله های api تا بالای دمای بحرانی و سپس سرد سازی سریع می باشد که منجر به ایجاد استحکام و سختی بسیار بالایی می شود.
عملیات تمپرینگ
حرارت دادن لوله های فولادی تا دمای دقیقا زیر نقطه بحرانی و سپس سرد سازی در محیط هایی نظیر هوا یا خلاء. هدف از عملیات تمپر، افزایش چقرمگی لوله های فولادی و آلیاژی است. این نوع لوله قبل از تمپر بسیار سخت است اما برای بیشتر کاربردها شکننده است.
پس از این فرآیند می توان پلاستیسیته را در این نوع لوله ها بهبود بخشید، تنش های باقی مانده را کاهش داده یا از بین برد و ابعاد لوله فولادی را تثبیت کرد و به طور کلی، تمپرینگ خواص مکانیکی جامع خوبی را به ارمغان می آورد که در حین سرویس تغییر نمی کند.
جوشکاری لوله api
برای جوشکاری لوله های api، سه نوع جوشکاری متداول است که شامل موارد زیر می شوند:
1- Electric Resistance Welding یا ERW
2- Longitudinally Submerged Arc Welding یا LSAW
3- Spirally Submerged Arc Welding یا SSAW
روش جوشکاری ERW یک روش مقاومتی بوده که به دو حالت برای جوشکاری این لوله های بدون درز یا درز دار یا همان api مورد استفاده قرار می گیرد. در همین راستا، بر اساس فرکانس جوشکاری، جوشکاری IF برای فرکانس پایین و جوشکاری فوق IF برای فرکانس بالا به کار برده می شوند. در مورد لوله های جداره نازک، یک جوش با فرکانس بالا وجود دارد که معمولاً در مورد جوشکاری تماسی و جوشکاری القایی استفاده می شود. همچنین هنگامی که از لوله های حاوی قطر کوچک استفاده می شود، از جوش DC استفاده می کنند و یک فرایند جوشکاری با فرکانس بالا برای تولید لوله های جامع و از نوع ERW استفاده می شود. از طرفی، برای ذخیره سازی نفت و گاز، بهترین نوع توصیه شده ERW طولی است، که دلیل این انتخاب به خاطر کیفیت، سهولت حمل و نقل و هزینه آن می باشد.روش های جوشکاری LSAW و SSAW نیز که به طور کلی روش جوشکاری قوس زیرپودری یا SAW می باشند، به منظور جوشکاری لوله های api با تکنیک لحیم کاری غوطه وری مورد استفاده قرار می گیرند که منجر به تولید لوله های با چگالی بالا می شوند. در این روش ها به دلیل وجود لایه شار، هیچ اتلاف حرارتی فوری وجود نداشته و کلیه حرارت در نزدیکی جوش متمرکز می شود. این امر باعث ایجاد قوس با کیفیت بالا و بسیار کارآمد می شود که در جوشکاری مخازن تحت فشار، لوله سازی، تیرهای فولادی و... کاربرد فراوانی دارد.
مقایسه روش های جوشکاری لوله های api
1- کیفیت سطح لوله های api که به روش ERW جوش داده می شوند، در مقایسه با لوله های LSAW و SSAWبهتر است، زیرا صاف هستند و سطح تمام شده بهتری دارند. در بیشتر لوله های SAW، تقویت جوش داخلی و خارجی از اهمیت بالایی برخوردار است.
2- عیوب موجود در لوله های ERW کمتر از لوله های SAW است. از آنجا که رسوب حلال در لوله های SAW وجود دارد، جدا از نقص در حجم، عیوب بیشتری نیز ایجاد می کند. عیوب موجود در لوله های ERW فقط محدود به جوش های سیم و مستقیم است و می توان به راحتی آنها را بررسی کرد. در این لوله ها، نقص ها را می توان به راحتی شناسایی کرد و تست اولتراسونیک بر روی سطح، تشخیص آن را آسان تر نیز می کند.
3- نسبت تنش پسماند در جوشکاری ERW کمتر از SAW است. از آنجا که تغییر شکل لوله های api در جوشکاری ERW بیشتر است، به دنبال آن تغییرات بیضی شکل مسطح در لوله اتفاق می افتد که منجر به تغییرات عمودی بیضوی و گلویی شدن می شود. در نتیجه میزان تنش داخلی را کاهش می دهد.
4- اگرچه عملکرد کلی هر دو لوله ERW و SAW یکسان است، اما هنگامی که لوله ها دچار نقص می شوند، جوشکاری را می توان در لوله های api که به روش ERW جوش داده شده اند تکرار کرد؛ در حالی که در مورد SAW اینگونه نبوده و منجر به ترک خوردگی لوله های api می شود.
ترکیب شیمیایی لوله های PLS1 و PLS2 و الزامات آزمایش


خواص مکانیکی لوله api
لوله گاز api سپاهان
لوله api سپاهان به علت استفاده از مواد فولادی در ساخت لوله های انتقال گاز خانگی، تحت برند مانیس گاز، معرفی گردید. لوله api سپاهان تولیدی برند سپاهان محصولی به روز شده از لوله های انتقال نفت و گاز می باشد که جایگزین مدل های قدیمی با نام مانیسمان شده که برای لوله کشی های توکار به کار می رفته است.
این لوله ها تحت استاندارد api 5L و استاندارد ملی با شماره IRIS 3574 و در دو نوع توکار و روکار تولید شده و برای مصارف خانگی استفاده می شوند. لوله api سپاهان در سایزهای 2/1 تا 6 اینچ و در انواع سبک و سنگین تولید و روانه بازار مصرف می گردد و در حال حاضر با سایر برندهای خارجی در حال رقابت است.